Pressure gauges are an integral part of an application’s warning system. By constantly measuring pressure, these instruments allow users to see how a process is doing. Gauges are sturdy and can handle challenging conditions. However, even the toughest instruments will experience failure if they weren’t designed for a specific application or condition.
At WIKA USA, our customers often ask us why their gauges are damaged or stopped working properly. With decades of pressure experience, we have seen all the causes of pressure gauge failure.
 How A Pressure Gauge Works
How A Pressure Gauge Works
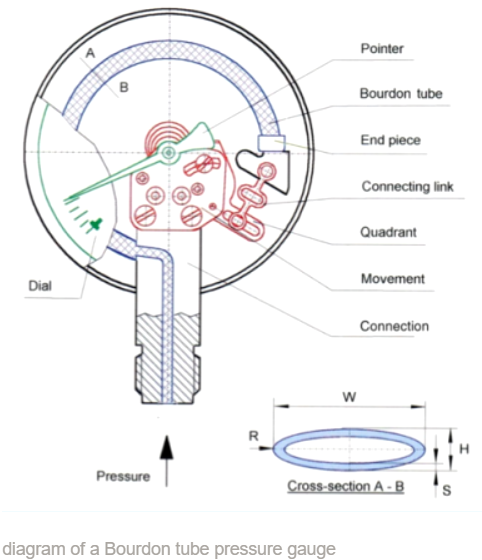
Before getting into why things go wrong and how to troubleshoot the problem, it’s important to first understand the inner workings of a mechanical gauge, the most popular of which is the Bourdon tube pressure gauge.
The Bourdon tube is a hollow C-shaped spring element within the case. As the tube is pressurized from the media entering it, it starts to move – like a balloon trying to equalize. This movement is translated through the connecting link, attached to the Bourdon tube via the end piece, into a pressure measurement that the pointer indicates on the dial.
8 Causes of Gauges Failure
When a pressure gauge doesn’t work as expected, the cause can be traced back to at least one of these eight reasons:
1. Mechanical vibration
Numerous studies have shown that vibration is the main cause of pressure gauge failure in manufacturing facilities. Vibration has a negative impact on gauge accuracy in two ways. First, it is difficult to read the pointer on a dial when a gauge is vibrating. Second, incremental damage to the pointer mechanism from vibration can eventually move a pointer off zero, producing inaccurate readings.
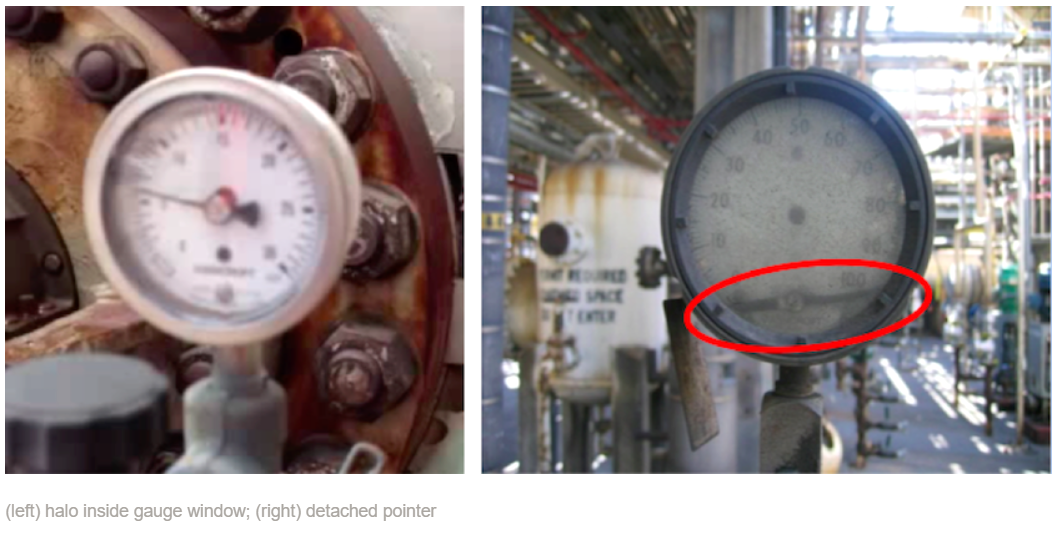
Visible signs of mechanical vibration
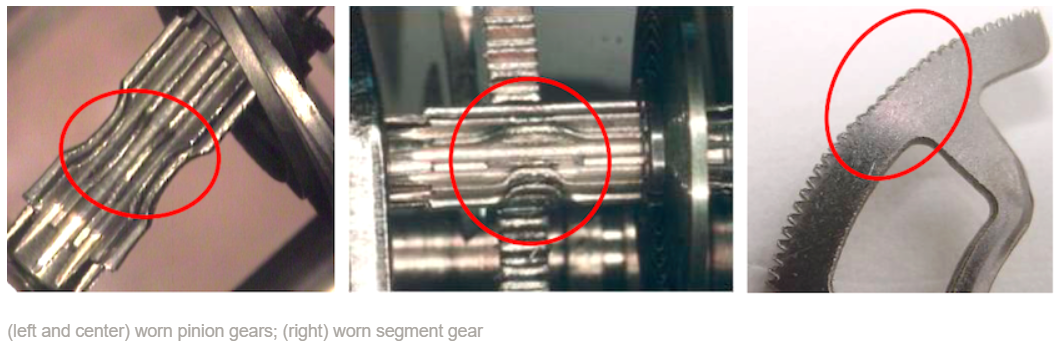
- Metal filings/dust, like a halo, inside the gauge window from worn pinion and segments gears
- Detached pointer if the vibration is severe
Risks posed by mechanical vibration
- Wear and tear of internal components
- Loss of accuracy/functionality
- Pressure system failure
Solutions for gauges experiencing mechanical vibration
 For most situations, a liquid-filled case is the most convenient and cost-effective way to protect pressure gauges from vibration. The glycerin or silicone-oil case fill acts as a damper to slow down the movement. It also lubricates the pinion and segment gears, thereby reducing wear and prolonging the life of a gauge.
For most situations, a liquid-filled case is the most convenient and cost-effective way to protect pressure gauges from vibration. The glycerin or silicone-oil case fill acts as a damper to slow down the movement. It also lubricates the pinion and segment gears, thereby reducing wear and prolonging the life of a gauge.
A second solution is to move the gauge away from the source of the vibration. How? Use a diaphragm seal with capillary connection, like the 990.28 cell-type (sandwich) seal. A diaphragm seal can be mounted practically anywhere in the application, and the line allows for remote reading. (See this video and blog for more info on how diaphragm seals work.)
2. Pulsation
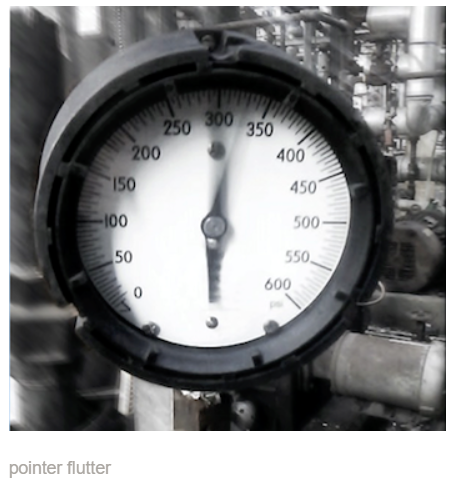 Vibration refers to regular oscillation of mechanical parts. Pulsation, on the other hand, is regular instances of rapid pressure increases and decreases of the media.
Vibration refers to regular oscillation of mechanical parts. Pulsation, on the other hand, is regular instances of rapid pressure increases and decreases of the media.
Visible signs of pulsation
- Pointer flutter
- Loose or broken pointer in extreme cases
Risks posed by pulsation
- Difficulty in obtaining an accurate reading
- Wear and tear of internal components
- Loss of accuracy/functionality
- Pressure system failure
Solutions for gauges experiencing pulsation
As with mechanical vibration, a liquid-filled case is an easy solution. So are valves and protective devices like a socket restrictor. This small device has a small orifice to restrict and slow down the pressure of the media before it encounters the gauge. Restrictors are cost-effective and easy to install. Several gauges, like model 111.11 for compressed gas regulators, come standard with a restrictor already threaded into the bore.
For more extreme pulsation, use a snubber or needle valve. Snubbers function like restrictors but come in more material choices, orifice sizes, and psi ratings. Snubbers are also less prone to clogging and are more adjustable in the field, thanks to interchangeable pistons or adjustment screws. Needle valves also throttle the media, thereby reducing the impact of pulsations. These pulsation dampeners are commonly found in pump discharge and boiler house applications.
3. Extreme temperature
 Different gauges have different tolerances for extreme temperatures. We look at both ambient temperatures, such as what is found in the Arctic or around a furnace, and the temperature of the process media.
Different gauges have different tolerances for extreme temperatures. We look at both ambient temperatures, such as what is found in the Arctic or around a furnace, and the temperature of the process media.
Visible signs of extreme temperature
- Dial and/or liquid fill is discolored, usually yellow, orange, brown, or black
- Dial, case, or window is melted – usually because the media is too hot
Risks posed by extreme temperature
- Difficulty in obtaining an accurate reading
- Loss of accuracy/functionality
- Pressure system failure
Solutions for gauges in extreme temperatures
 A diaphragm seal with capillary allows pressure measurement to occur away from extreme ambient or media temperatures. The longer the run, the more heat is dissipated before the pressure reaches the gauge. Or attach a cooling adapter like the 910.32.200 (up to 500°F/260°C) or 910.32.250 (up to 700°F/370°C). With fins to increase the surface area, these adapters are very effective at radiating and dissipating heat. They’re also extremely easy to retrofit using threaded connections. Pigtail, coil, and mini (rod and cap) siphons use the same principle to dissipate heat.
A diaphragm seal with capillary allows pressure measurement to occur away from extreme ambient or media temperatures. The longer the run, the more heat is dissipated before the pressure reaches the gauge. Or attach a cooling adapter like the 910.32.200 (up to 500°F/260°C) or 910.32.250 (up to 700°F/370°C). With fins to increase the surface area, these adapters are very effective at radiating and dissipating heat. They’re also extremely easy to retrofit using threaded connections. Pigtail, coil, and mini (rod and cap) siphons use the same principle to dissipate heat.
Glycerin is the typical fill fluid for pressure gauges. For extremely hot or cold ambient temperatures, silicone oil is the better choice as it will not discolor in heat over time or freeze in sub-zero environments.
4. Pressure spikes
Spikes occur when the pressure sharply increases and then suddenly drops. This condition can cause all sorts of problems for gauges not designed for this condition.
 Visible signs of pressure spikes
Visible signs of pressure spikes
- Bent pointer, like a fishtail or fish hook, from hitting the stop pin too often
- Nicked or broken pointer from hitting the stop pin too hard
- Broken stop pin
Risks posed by pressure spikes
- Increased wear on movement and components
- Loss of accuracy/functionality
- Split Bourdon tube, leading to released media
- Pressure system failure
Solutions for gauges experiencing pressure spikes
As with pulsation, good solutions for dampening the effects of pressure spikes are to use a liquid-filled gauge and/or accessories like restrictors, snubbers, needle valves, or diaphragm seal with capillary. Another way to prevent damaged pointers and internals is to replace the gauge with one that has a higher pressure range. A good rule of thumb is to choose a gauge that is two times the expected pressure maximum. So, if a process typically reaches 500 psi, use one that goes up to 1,000 psi.
For greater reassurance that a gauge never exceeds a certain maximum, attach an overpressure protector to the instrument. This unique option allows the user to changing the maximum pressure setting. If the pressure ever reaches that value, the protector’s spring-loaded piston valve will automatically close, preventing the gauge from experiencing the spike. And when the system pressure drops approximately 25% below pre-set maximum, the valve with automatically reopen.
 5. Overpressure
5. Overpressure
This situation is very similar to pressure spikes, but occurs when the gauge regularly measures pressures near or at the maximum range. We typically see this condition in water/wastewater treatment and gas lines.
Overpressure can cause the Bourdon tube to deform and split. This is major problem because a rupture allows caustic media, such as the hydrofluoric (HF) acid in alkylation units, to escape. In pharmaceutical manufacturing, a rupture event ruins very expensive product and leads to shutting down the line, quarantining the product, and re-sterilizing the process.
Visible signs of overpressure
- Pointer buried against stop pin
- Pointer dislodges stop pin
Risks posed by overpressure
- Increased wear on movement and components
- Loss of accuracy/functionality
- Split Bourdon tube, leading to released media
- Pressure system failure
 Solutions for gauges experiencing overpressure
Solutions for gauges experiencing overpressure
As overpressure is similar to pressure spikes, so is the fix: use a gauge with a higher pressure range, and attach an overpressure protector.
6. Corrosion
Many industries work with harsh chemicals: hydrofluoric acid in refineries, flocculants and chlorine in wastewater treatment, chlorinated gases in fiber optic production, and so on. These media find their way into gauges.
 Visible sign of corrosion
Visible sign of corrosion
- Discoloration and deterioration of the gauge case, pointer, connection, and dial
Risks posed by corrosion
- Loss of accuracy/functionality
- Pressure system failure
Solutions for gauges in corrosive environments
Isolate the gauge from harsh chemicals by using a diaphragm seal made of the appropriate corrosion-resistant materials. WIKA’s diaphragm seals come in a variety of standard and exotic alloys for both the wetted and non-wetted parts: 316L and 316 TI stainless steels, Hastelloy?, Monel?, Inconel?, tantalum, and titanium. The metals can be left as-is or, for extra protection, lined with Teflon? or plated with gold. When deciding on the materials for your diaphragm seals, look at what the existing wetted parts are made of, and choose those.
 7. Clogging
7. Clogging
Clogging is an issue for paper plants, wastewater plants, pharmaceuticals, and other industries, as slurry, pulpy, viscous, and high-particulate media can gum up the system.
Visible sign of clogging
- Gauge at or near zero when the system is operating
Risks posed by clogging
- Loss of accuracy/functionality
- Possibility of overpressure
Solutions for gauges measuring clogging media
Again, use a diaphragm seal to separate the gauge from the challenging media. An excellent solution is WIKA’s All-Welded System (AWS), an assembly comprising an XSEL? industrial process gauge permanently welded to a bell-shaped diaphragm seal.
As the AWS still has a small orifice that the media can enter, customers can opt for versions with a flushing port. This component allows operators to clear away media either when clogging occurs or during regular maintenance.
Another solution is WIKA’s INLINE? diaphragm seals, which has smooth walls for full flow-through. By eliminating dead spaces, there’s no risk of media buildup.
8. Mishandling/abuse
Gauges look sturdy, especially the larger process gauges, but they are not designed to be handles or footholds! During site visits, we often see evidence of gauge mistreatment. Operators might grab on to a gauge as they move around process skids on wheels, or step on them as they climb scaffolding. Not only is this practice unsafe, it increases the chances of gauge damage and failure.

Visible signs of mishandling/abuse
- Cracked case
- Broken window
- Loss of case filling
- Crooked or bent gauge and/or process connection
Risks posed by mishandling/abuse
Solutions for gauge mishandling/abuse
Training is the best prevention. Employees should be aware of the dangers of mishandling gauges. They should also know how to properly connect gauges. For example, when threading the gauge onto the process, some people tighten it by hand, which risks torquing the case. When the NPT or G connection has a wrench flat area, use a wrench to tighten the gauge.
WIKA USA’s pressure specialists have decades of experience diagnosing why gauges fail, and then coming up with solutions so that instruments last longer. When the causes aren’t obvious, we encourage customers to take advantage of our Instrument Failure Analysis (IFA) program. Send the failed gauge to our facilities in Lawrenceville, Georgia, and our engineers will conduct a full evaluation on the nonfunctioning gauge – all free of charge. Contact WIKA USA for more information about why pressure gauges fail and what you can do to solve the problem.
Talk to one of our experts today at (855) 737-4714, or fill out our online form to learn more.

 Resistance temperature detectors (RTDs), also called resistance thermometers, are popular temperature measurement devices due to their reliability, accuracy, versatility, repeatability, and ease of installation.
Resistance temperature detectors (RTDs), also called resistance thermometers, are popular temperature measurement devices due to their reliability, accuracy, versatility, repeatability, and ease of installation. Motion architecture may look fine on paper until the cycle rate increases, the available space shrinks, and the “simple” pick-and-place head becomes far more complicated than expected. That is often when the real cost of stacking separate axes becomes clear: a Z stage here, a rotary stage there, more cabling, more alignment work, and more opportunities for drift over time.
Motion architecture may look fine on paper until the cycle rate increases, the available space shrinks, and the “simple” pick-and-place head becomes far more complicated than expected. That is often when the real cost of stacking separate axes becomes clear: a Z stage here, a rotary stage there, more cabling, more alignment work, and more opportunities for drift over time.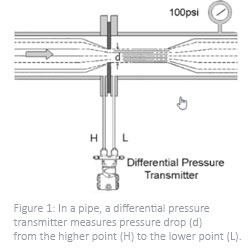 What Differential Pressure Transmitters Do
What Differential Pressure Transmitters Do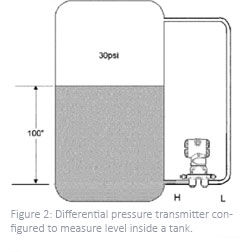 A differential pressure transmitter calculates level by measuring the differential pressure between the liquid and the gaseous phases of the fluid inside a closed tank. For precise calculations, important factors include:
A differential pressure transmitter calculates level by measuring the differential pressure between the liquid and the gaseous phases of the fluid inside a closed tank. For precise calculations, important factors include: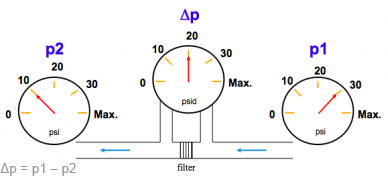 Differential pressure – the third method of measuring pressure – is simply the difference between two applied pressures, often referred to as delta p (Δp). In the example, Δp = p1 – p2.
Differential pressure – the third method of measuring pressure – is simply the difference between two applied pressures, often referred to as delta p (Δp). In the example, Δp = p1 – p2. This is the most common application for differential pressure measurement, used in industrial oil filter applications, air filter monitoring in gas turbines, and filter monitoring – such as membrane sensing – in water/wastewater facilities. DP gauges for these industries include models 700.04, 732.25, and 732.51. To detect very low pressure in commercial and industrial HVAC systems, products in WIKA’s air2guide series, such as the A2G-10, are excellent options, as is the 716.11.
This is the most common application for differential pressure measurement, used in industrial oil filter applications, air filter monitoring in gas turbines, and filter monitoring – such as membrane sensing – in water/wastewater facilities. DP gauges for these industries include models 700.04, 732.25, and 732.51. To detect very low pressure in commercial and industrial HVAC systems, products in WIKA’s air2guide series, such as the A2G-10, are excellent options, as is the 716.11.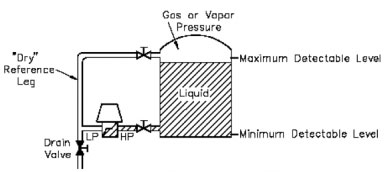 In an open vessel where nothing is pressurized, a simple pressure gauge is sufficient for calculating the liquid level. But in a sealed tank with liquid and gas phases, the only way to monitor that liquid level is to deduct the low-pressure side (gas or vapor) from the high-pressure side (liquid).
In an open vessel where nothing is pressurized, a simple pressure gauge is sufficient for calculating the liquid level. But in a sealed tank with liquid and gas phases, the only way to monitor that liquid level is to deduct the low-pressure side (gas or vapor) from the high-pressure side (liquid). A primary flow element, such as an orifice plate, flow nozzle, Venturi tube, Venturi nozzle, or our high-accuracy FlowPak (FLC-HHR-FP), creates a constriction from a larger upstream diameter (point 1) to a smaller downstream diameter (point 2). This constriction in a pipe causes a pressure drop that is proportional to the square of the flow rate. Using Bernoulli’s equation, one can relate the differential pressure of the fluid with its flow velocity. Thus, the combination of a differential pressure gauge and a primary flow element creates a reliable flow meter.
A primary flow element, such as an orifice plate, flow nozzle, Venturi tube, Venturi nozzle, or our high-accuracy FlowPak (FLC-HHR-FP), creates a constriction from a larger upstream diameter (point 1) to a smaller downstream diameter (point 2). This constriction in a pipe causes a pressure drop that is proportional to the square of the flow rate. Using Bernoulli’s equation, one can relate the differential pressure of the fluid with its flow velocity. Thus, the combination of a differential pressure gauge and a primary flow element creates a reliable flow meter.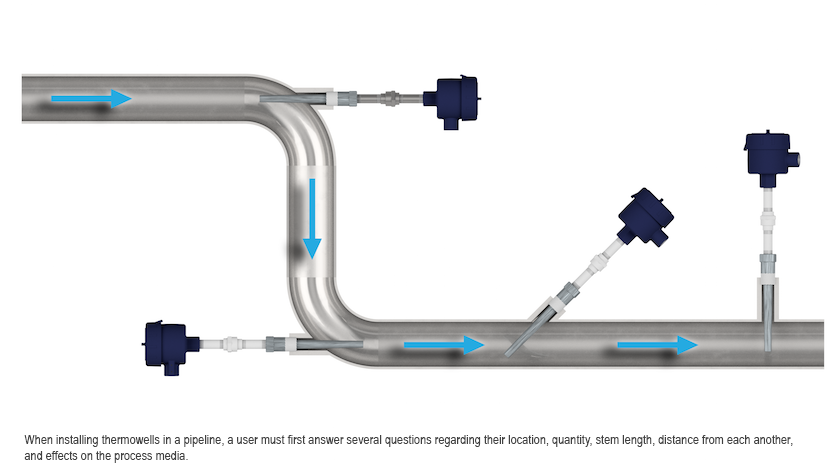
 The goal is to balance the potential for mechanical failure and the potential for sensing error. On the one hand, the longer the insertion length, the greater the chances that the thermowell will bend or suffer mechanical fatigue due to the process media’s velocity. On the other hand, the shorter the insertion length, the greater the chances that users will see unreliable results due to poorer heat transfer. In summary, there is not one perfect stem length for a thermowell, but a goal of balancing outcomes.
The goal is to balance the potential for mechanical failure and the potential for sensing error. On the one hand, the longer the insertion length, the greater the chances that the thermowell will bend or suffer mechanical fatigue due to the process media’s velocity. On the other hand, the shorter the insertion length, the greater the chances that users will see unreliable results due to poorer heat transfer. In summary, there is not one perfect stem length for a thermowell, but a goal of balancing outcomes.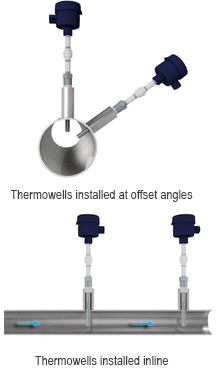 Offset angles – In this scenario, both thermowells are installed at the same location but at angled offsets from each other. By having them at the same location, they are not influenced upstream or downstream from an inline installation. They should be installed at a minimum angular offset to allow for easy installation and removal. Also, the thermowell tips should be far enough away from each other so as to not influence each other’s readings.
Offset angles – In this scenario, both thermowells are installed at the same location but at angled offsets from each other. By having them at the same location, they are not influenced upstream or downstream from an inline installation. They should be installed at a minimum angular offset to allow for easy installation and removal. Also, the thermowell tips should be far enough away from each other so as to not influence each other’s readings.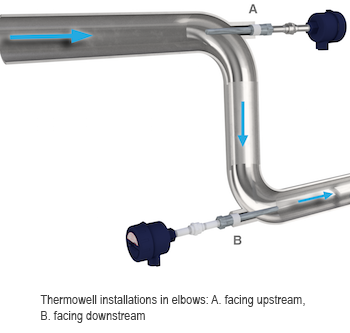 Facing upstream – The thermowell tip (temperature sensing area) is upstream of any influence, such as mixing or swirling, of the elbow. Many users prefer this elbow installation over “facing downstream” (see next bullet), although the bending moment calculations to ASME PTC 19.3 TW-2016 are outside the scope of this standard.
Facing upstream – The thermowell tip (temperature sensing area) is upstream of any influence, such as mixing or swirling, of the elbow. Many users prefer this elbow installation over “facing downstream” (see next bullet), although the bending moment calculations to ASME PTC 19.3 TW-2016 are outside the scope of this standard. In the world of pressure measurement, the equivalent of a supercar is a digital gauge. With an accuracy of up to ±0.025% of span, this instrument is so precise and high-performance that it can be used for calibration. Top-of-the-line digital gauges like the CPG1500 also communicate wirelessly, a necessity for remote monitoring and industrial IoT (Internet of Things). Understandably, digital gauges are expensive.
In the world of pressure measurement, the equivalent of a supercar is a digital gauge. With an accuracy of up to ±0.025% of span, this instrument is so precise and high-performance that it can be used for calibration. Top-of-the-line digital gauges like the CPG1500 also communicate wirelessly, a necessity for remote monitoring and industrial IoT (Internet of Things). Understandably, digital gauges are expensive.